全国招商热线
173-0515-5888

全国招商热线
173-0515-5888

名 称:江苏省中跃涂装设备有限公司
负责人:朱经理
电 话:173-0515-5888
网 址:www.jszhongyue.cn
地 址:盐城市亭湖区盐东镇庆丰工业园

今天来讲讲涂装设备如何选购。我们的涂装设备是消耗性的,自动化生产线上设备选择应考虑设备的消耗性,对能源原料的消耗。定制前处理电泳线内部涂装设备是否符合人体结构需求,操作工是否容易接触和方便操作,珠海前处理电泳线内部设备是否具有安全保护功能。自动化生产线供应商的实力,能否保证产品质量,生产能力前提下,生产线的可靠性取决于设备的设计,考虑设备设计质量。(苏力股份不断引进国外优秀技术,聘请多名从业20年以上涂装设计的工程师为技术后盾力量,拥有一支经验丰富的技术安装服务团队,为客户提供一套更完美的自动化生产线。)还有就是我们要看价格,做到货比三家,然后就是看售后,优质的售后服务是选择的重点所在。

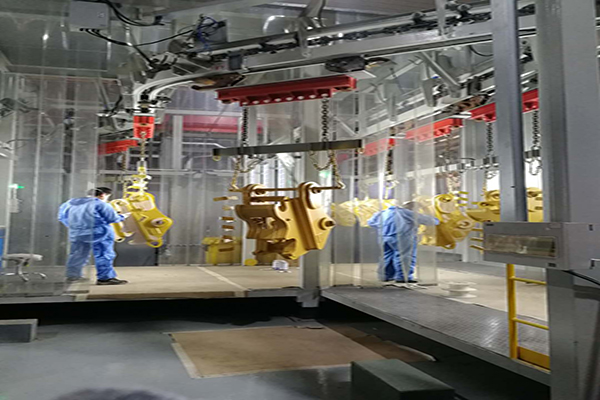
前处理电泳线内部哪家好今天来讲讲粉末静电喷涂工艺。粉末涂装设备生产线是喷涂生产过程中的关键工序,喷塑设备工作时候,喷涂在工件表面质量的好坏关键在于喷涂过程中各项工艺参数的控制,尤其是出粉量及雾化空气是两项关键的技术指标。粉末静电喷涂工艺:先对钢材进行前期的表面处理,如脱脂、表调、热镀锌、清洗、磷化、干燥。这一些列的前期工艺,主要起到清锈、除杂质、不仅剔除掉钢材易生锈的诱因。珠海前处理电泳线内部还让钢材表面产生渡锌层和磷化膜,渡锌层保护了钢材不易被腐蚀和生锈,磷化膜让钢材表面进行粉末喷涂时,粉末附着力更强。钢材前期处理完毕,采用由喷枪、喷杯和喷涂高压电源组成的静电喷塑设备,利用高压静电电场使带负电的涂料微粒绕电场相反的方向做定向运动,然后被吸附在待涂钢材表面。采用高性能的静电喷塑机来完成喷涂,利用静电的屏蔽,达到粉末附着的效果。将钢材表面的粉末涂料加热到规定的温度(180℃—220℃)并保温相应的时间,使之熔化、流平、固化,从而得到我们想要的护栏产品表面效果。
前处理电泳线内部哪家好今天来讲讲电泳漆沉淀现象出现的主要原因。在电泳过程中,电泳漆液沉淀是一个麻烦事,不仅影响槽液的稳定性,而且也是影响产品涂装质量和生产成本的重要因素之一。影响电泳漆液沉淀的主要因素一般有: 1、定制前处理电泳线内部同性杂质离子或异性杂质离子。这些离子的进入势必与涂料带电树脂发生反应而形成一些络合物或沉淀物,这些物质的形成会破坏涂料原有的电泳特性和稳定性。2、溶剂:为了使电泳涂料具备良好的分散性和水溶性,涂料原漆中会含有一定量的有机溶剂。在正常生产时,有机溶剂的消耗随着加漆的同时得到了及时补充。但如果生产操作不当或槽液温度过高造成溶剂挥发过快又得不到及时添加、至使溶剂含量降低至需求下限以下时,电泳漆液则会发生变化,它使涂膜变薄,严重时,还会使槽液中树。3、温度:各种涂料对温度有一个适应范围。温度过高或过低会加快或减慢电沉积过程,使涂膜变厚或变薄。如槽液温度过高,溶剂挥发过快,则容易造成槽液凝聚沉淀。为了使槽液温度始终处于一个相对的“恒温状态”,需配备一个恒温装置,如冷热交换机。4、固体份:漆液的固体份含量直接影响产品涂装质量,同时会影响槽液的稳定性。槽液固体份过低,其粘性则降低,这就导致了漆液的沉淀。当然,过高的固体分也是不可取的,因为固体分过高,涂件电泳后夹带漆液增多,流失增加,涂料利用率降低,使成本增加。5、循环搅拌:在生产过程中,管理人员必须随时注意电泳槽液的循环搅拌是否良好,一些仪表压力(如过滤器、超滤器)是否正常。保证槽液每小时循环4-6次,底部槽液流速是液面槽液流速的2倍左右,电泳槽不能形成搅拌死角。非特殊情况下不要停止搅拌。

前处理电泳线内部哪家好今天来讲讲电泳涂装主要特性。电泳涂料在水中能完全溶解和乳化,配制成的槽液粘度很低,与水差不多。很易浸透入浸在槽液中的车身(被涂物)的腔状构造及缝隙中。电泳槽液具有高的导电性,涂料粒子能活泼泳动,而沉积到被涂物上。湿涂膜的导电性小,随湿涂膜增厚,其电阻增大,达到一定电阻时,就不再电沉积上去。珠海前处理电泳线内部基于这两点,电泳涂装具有良好的泳透性,可生成比较均一的涂膜。槽液的固体含量低,黏度小,被车身带出槽外涂料少,且可用超滤(UF)装置和反渗透(RO)装置可回收利用。涂膜的附着力强,防锈力高(20um厚的阳极电泳涂膜的耐盐雾腐蚀性300h以上,阴极电泳涂膜耐盐雾腐蚀性1000h以上)。电泳槽液的溶剂(水溶性溶剂)含量少,用喷灯点火都烧不起来,可少担心现场火灾和爆炸。