全国招商热线
173-0515-5888

全国招商热线
173-0515-5888

名 称:江苏省中跃涂装设备有限公司
负责人:朱经理
电 话:173-0515-5888
网 址:www.jszhongyue.cn
地 址:盐城市亭湖区盐东镇庆丰工业园

今天来讲讲涂装设备如何选购。我们的涂装设备是消耗性的,自动化生产线上设备选择应考虑设备的消耗性,对能源原料的消耗。定制滑撬系统涂装设备是否符合人体结构需求,操作工是否容易接触和方便操作,宿迁滑撬系统设备是否具有安全保护功能。自动化生产线供应商的实力,能否保证产品质量,生产能力前提下,生产线的可靠性取决于设备的设计,考虑设备设计质量。(苏力股份不断引进国外优秀技术,聘请多名从业20年以上涂装设计的工程师为技术后盾力量,拥有一支经验丰富的技术安装服务团队,为客户提供一套更完美的自动化生产线。)还有就是我们要看价格,做到货比三家,然后就是看售后,优质的售后服务是选择的重点所在。

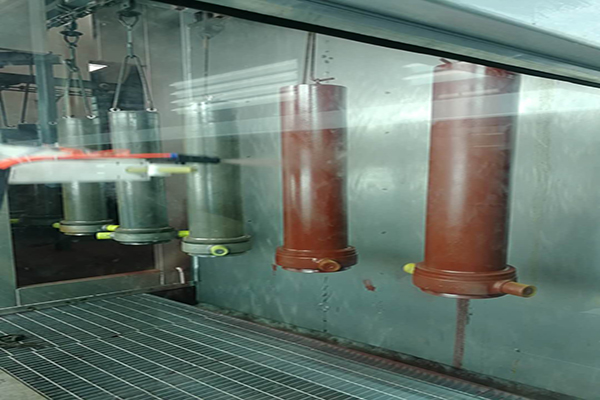
涂漆的方法很多,有刷漆,浸漆、空气喷涂、高压无空气喷涂、静电喷涂、电泳涂漆、淋漆、 滚涂法等。 定制滑撬系统理想的涂漆环境应满足良好的采光,适当的温度、湿度和洁净度的空气,良好的通风以及防火防爆要求。 宿迁滑撬系统喷漆设备的作用是将过喷的漆雾限制在一定的区域内并经过过滤处理,使操作者得到符合卫生条件、安全规范的工作环境。此外,还应提供具有一定温度、湿度、洁净度的施工条件。

宿迁滑撬系统通常的要求是涂漆施工时相对湿度要低于 85%,面积喷砂时,要求相对湿度控制在50%以下,钢板温度要高于露点温度3℃以上,后者是最主要评判依据,而无论相对湿度如何。涂装环境监测所依据的标准是ISO 8502-4。定制滑撬系统不同的涂料有对于施工环境和钢板的温度有着不同的要求,比如环氧涂料的干燥和固化要依靠温度。而另外一些涂料可能需要较高的相对湿度来帮助其固化,比如单组份的湿固化聚氨酯涂料和无机硅酸锌涂料等。

滑撬系统公司今天来讲讲涂装前处理生产线工艺设计的注意事项。工件除有液态油污外,还有少量固态油脂,在低温下,固态油脂很难去除,因此脱脂温度不管是浸泡还是喷淋均应选择中温范围。如果只有液态油脂,选用低温脱脂完全可以达到要求。对一般锈蚀及氧化皮工件,应选择中温酸洗,方可保证在10min内彻底除掉锈蚀物及氧化皮。除非有足够的理由,一般不选择低温或不加温酸洗除锈,滑撬系统公司低温酸洗仅限于如:工件锈蚀很少、无氧化皮;除锈时间不受限制;允许采用盐酸酸洗等情况。表面调整工序,通常不需加温,一般就是常温处理。低温或中温磷化,磷化速度都没有明显的差别,都可在较短的时间内快速形成磷化膜。磷化后的工件,如果要求有较长的工序间存放时间,变应该选择中温磷化,才会有较好的防锈效果。整个前处理过程,都可采用常温不加温洗方式,如果最后一道水洗是热水烫干,其水温应在80℃以上。
滑撬系统公司今天来讲讲电泳涂装设备本钱核算讲解。电泳涂装设备技术打开越来越迅猛,但不管在卖方或从事加工的业主,在电泳涂装设备本钱核算方面观念各异,作者在电泳漆设备作业从事近十多年作业,在此方面略有所悟,仅供同行参议。定制滑撬系统具体情况包含以下几个方面: 一、电泳漆成膜本钱,知道每公斤单价,则工件成膜电泳漆每平方米的本钱可计算出成果(纯理论值,利用率为100%条件,但不一样设备、技术、不一样运用厂家,电泳漆利用率自行掌握。二、前处理技术本钱包含酸洗、脱脂、表调、磷化,请前处理专业人士来核实。三、水电、燃料、人工、税费、包装、运输费。四、设备折旧费均摊到每个商品。五、返工率。以上就是滑撬系统公司给大家介绍的内容,希望对大家有所帮助。