全国招商热线
173-0515-5888

全国招商热线
173-0515-5888

名 称:江苏省中跃涂装设备有限公司
负责人:朱经理
电 话:173-0515-5888
网 址:www.jszhongyue.cn
地 址:盐城市亭湖区盐东镇庆丰工业园

喷漆线厂家今天来讲讲电泳漆沉淀现象出现的主要原因。在电泳过程中,电泳漆液沉淀是一个麻烦事,不仅影响槽液的稳定性,而且也是影响产品涂装质量和生产成本的重要因素之一。影响电泳漆液沉淀的主要因素一般有: 1、采购喷漆线同性杂质离子或异性杂质离子。这些离子的进入势必与涂料带电树脂发生反应而形成一些络合物或沉淀物,这些物质的形成会破坏涂料原有的电泳特性和稳定性。2、溶剂:为了使电泳涂料具备良好的分散性和水溶性,涂料原漆中会含有一定量的有机溶剂。在正常生产时,有机溶剂的消耗随着加漆的同时得到了及时补充。但如果生产操作不当或槽液温度过高造成溶剂挥发过快又得不到及时添加、至使溶剂含量降低至需求下限以下时,电泳漆液则会发生变化,它使涂膜变薄,严重时,还会使槽液中树。3、温度:各种涂料对温度有一个适应范围。温度过高或过低会加快或减慢电沉积过程,使涂膜变厚或变薄。如槽液温度过高,溶剂挥发过快,则容易造成槽液凝聚沉淀。为了使槽液温度始终处于一个相对的“恒温状态”,需配备一个恒温装置,如冷热交换机。4、固体份:漆液的固体份含量直接影响产品涂装质量,同时会影响槽液的稳定性。槽液固体份过低,其粘性则降低,这就导致了漆液的沉淀。当然,过高的固体分也是不可取的,因为固体分过高,涂件电泳后夹带漆液增多,流失增加,涂料利用率降低,使成本增加。5、循环搅拌:在生产过程中,管理人员必须随时注意电泳槽液的循环搅拌是否良好,一些仪表压力(如过滤器、超滤器)是否正常。保证槽液每小时循环4-6次,底部槽液流速是液面槽液流速的2倍左右,电泳槽不能形成搅拌死角。非特殊情况下不要停止搅拌。
喷漆线厂家今天来讲讲粉末静电喷涂工艺。粉末涂装设备生产线是喷涂生产过程中的关键工序,喷塑设备工作时候,喷涂在工件表面质量的好坏关键在于喷涂过程中各项工艺参数的控制,尤其是出粉量及雾化空气是两项关键的技术指标。粉末静电喷涂工艺:先对钢材进行前期的表面处理,如脱脂、表调、热镀锌、清洗、磷化、干燥。这一些列的前期工艺,主要起到清锈、除杂质、不仅剔除掉钢材易生锈的诱因。宜春喷漆线还让钢材表面产生渡锌层和磷化膜,渡锌层保护了钢材不易被腐蚀和生锈,磷化膜让钢材表面进行粉末喷涂时,粉末附着力更强。钢材前期处理完毕,采用由喷枪、喷杯和喷涂高压电源组成的静电喷塑设备,利用高压静电电场使带负电的涂料微粒绕电场相反的方向做定向运动,然后被吸附在待涂钢材表面。采用高性能的静电喷塑机来完成喷涂,利用静电的屏蔽,达到粉末附着的效果。将钢材表面的粉末涂料加热到规定的温度(180℃—220℃)并保温相应的时间,使之熔化、流平、固化,从而得到我们想要的护栏产品表面效果。

喷漆线厂家今天来讲讲涂装生产线中一些会出现问题。涂装设备工艺时间有所偏差:有的设计者为了降低造价,经常会通过减少工艺时间来达到目的。一般常见的有如:1,涂装生产线前处理过渡段时间不够,这样就会造成串液;2,采购喷漆线固化时没有考虑到具体的升温时间,造成固化不良;3,喷漆流平时间不够,从而造成漆膜流平不够;4,固化后冷却时间不够,这样从耐导致了喷漆(或下件)时工件过热或者是不够固定。输送设备设计不当:从设计角度来说,这工件的输送方式是有多种的,如果设计不当的话,容易对生产能力、工艺操作、上下件都会产生不良后果。常见的有悬挂链输送,其负载能力、牵引能力都需要计算和干涉绘图。链条的速度对设备的配套也要有相应的要求。涂装设备对链条的平稳性、同步性也有要求,在设计的时候,这些方面都要考虑得当才是。

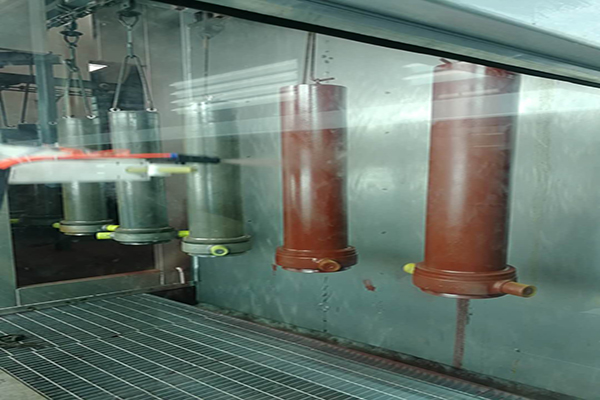
喷漆线厂家今天来讲讲喷涂设备如何正确使用。喷漆涂装线在施工中使用的是非常好的,他一般采用静电喷涂方式对工件进行喷涂,喷房的主要设备由喷粉室、静电喷粉设备及喷枪、粉末回收装置等组成。这种水帘喷漆室简单实用,目前在喷漆涂装线中应用较多。水帘喷漆室前面为水帘板,水帘板上面有溢流槽,宜春喷漆线在施工的过程中,工件由悬挂输送链送入喷漆室。操作者用手持式静电喷漆枪或固定式旋杯喷漆枪对工件进行喷涂作业时,飞散的过喷漆雾随气流吸引,进入喷漆室,首先与水帘板的水幕相遇,被冲刷到水槽内,其余漆雾在通过多级水帘喷淋净化后,完全被拦截在水中。去漆雾后的气流再经气水分离装置,去除气味处理,净化后的气体最后对外排放。水帘捕捉到的漆雾随水流泻入盛水池,经水泵抽吸过滤,油漆残渣浮于水面,在加入水池内的油漆凝聚剂作用下,凝聚成疏松团块,可用盛器舀出集中处理,保持水质清洁。通过水帘喷漆室及辅助设备的作用,可较理想地完成对工件喷漆及漆雾净化目的。在电气防爆(火)方面,也存在较多的欠缺,如:电气防爆(火)等级不符合国家强制性标准要求、防爆(火)设施配置不完全等问题。由于这些问题一般不对工件喷涂质量造成影响,因此往往不被重视或从成本考虑而被削减,因此更需有关部门的监督及强制要求加以促进,以消除安全隐患,改善操作人员的工作环境,并使废气(水)达标排放,环保型涂料得到迅速发展,对减少环境污染起到了积极的作用。