全国招商热线
173-0515-5888

全国招商热线
173-0515-5888

名 称:江苏省中跃涂装设备有限公司
负责人:朱经理
电 话:173-0515-5888
网 址:www.jszhongyue.cn
地 址:盐城市亭湖区盐东镇庆丰工业园

喷胶线公司今天来讲讲电泳漆沉淀现象出现的主要原因。在电泳过程中,电泳漆液沉淀是一个麻烦事,不仅影响槽液的稳定性,而且也是影响产品涂装质量和生产成本的重要因素之一。影响电泳漆液沉淀的主要因素一般有: 1、定制喷胶线同性杂质离子或异性杂质离子。这些离子的进入势必与涂料带电树脂发生反应而形成一些络合物或沉淀物,这些物质的形成会破坏涂料原有的电泳特性和稳定性。2、溶剂:为了使电泳涂料具备良好的分散性和水溶性,涂料原漆中会含有一定量的有机溶剂。在正常生产时,有机溶剂的消耗随着加漆的同时得到了及时补充。但如果生产操作不当或槽液温度过高造成溶剂挥发过快又得不到及时添加、至使溶剂含量降低至需求下限以下时,电泳漆液则会发生变化,它使涂膜变薄,严重时,还会使槽液中树。3、温度:各种涂料对温度有一个适应范围。温度过高或过低会加快或减慢电沉积过程,使涂膜变厚或变薄。如槽液温度过高,溶剂挥发过快,则容易造成槽液凝聚沉淀。为了使槽液温度始终处于一个相对的“恒温状态”,需配备一个恒温装置,如冷热交换机。4、固体份:漆液的固体份含量直接影响产品涂装质量,同时会影响槽液的稳定性。槽液固体份过低,其粘性则降低,这就导致了漆液的沉淀。当然,过高的固体分也是不可取的,因为固体分过高,涂件电泳后夹带漆液增多,流失增加,涂料利用率降低,使成本增加。5、循环搅拌:在生产过程中,管理人员必须随时注意电泳槽液的循环搅拌是否良好,一些仪表压力(如过滤器、超滤器)是否正常。保证槽液每小时循环4-6次,底部槽液流速是液面槽液流速的2倍左右,电泳槽不能形成搅拌死角。非特殊情况下不要停止搅拌。

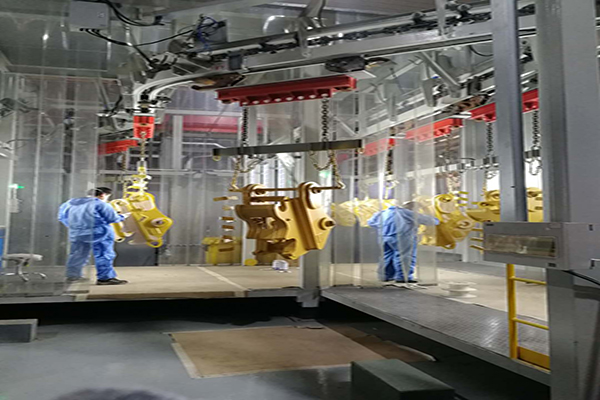
涂装设备在表面预处理环节的作用。淮北喷胶线表面预处理环节能否得到更可观的运用,这个问题在许多售后维护行业中则是十分重要的,因为这是有效提升每款仪器顺利运用的重要因素,所以在许多应用领域中应多方面运用到了自动涂装设备,由于该款设备在表面预处理性能以及外观装饰过程中的可观表现,故而也就得到了许多仪器制作商的统一认可及青睬。定制喷胶线表面预处理环节能否得到更可观的运用,这个问题在许多售后维护行业中则是十分重要的,因为这是有效提升每款仪器顺利运用的重要因素,所以在许多应用领域中应多方面运用到了自动涂装设备,由于该款设备在表面预处理性能以及外观装饰过程中的可观表现,故而也就得到了许多仪器制作商的统一认可及青睬。

喷胶线公司今天来讲讲电泳涂装设备本钱核算讲解。电泳涂装设备技术打开越来越迅猛,但不管在卖方或从事加工的业主,在电泳涂装设备本钱核算方面观念各异,作者在电泳漆设备作业从事近十多年作业,在此方面略有所悟,仅供同行参议。定制喷胶线具体情况包含以下几个方面: 一、电泳漆成膜本钱,知道每公斤单价,则工件成膜电泳漆每平方米的本钱可计算出成果(纯理论值,利用率为100%条件,但不一样设备、技术、不一样运用厂家,电泳漆利用率自行掌握。二、前处理技术本钱包含酸洗、脱脂、表调、磷化,请前处理专业人士来核实。三、水电、燃料、人工、税费、包装、运输费。四、设备折旧费均摊到每个商品。五、返工率。以上就是喷胶线公司给大家介绍的内容,希望对大家有所帮助。

1、查看漆膜的干燥质量。淮北喷胶线用手指用力压漆面看是否有明显手纹,如出现手纹则证明漆膜干燥不良。需要重新进烤漆房进行烘烤。2、喷胶线公司查看漆的色彩是否与原漆的色彩一致。首先把车开到一个光线良好的环境下,仔细观察补漆面和离它相近的车身,停留7~10秒(眼睛不要时间太长,这会造成视觉疲劳),正面直视与侧面斜视(30~45度)交叉观察有无明显色差。注意深色车应迎着光线比较,浅色车应背着光线比较。3、查看漆膜的丰满度和漆纹均匀度。直视查看漆膜的丰满度,漆膜过厚感觉很混浊,漆色不鲜亮,漆膜过薄漆面光亮不足,漆色发暗。丰满度好的漆膜感觉好像漆面上浮有一层油质。正视漆面要有镜面效果,正面和和斜视漆纹与原厂漆纹要均匀。另外,没有漆纹是不可能的,即使是抛光后也是有漆纹的,原车漆也有,没有漆纹效果反而不好。
喷胶线公司今天来讲讲涂装设备在五金行业里的发展。涂装设备主要包括电热干燥箱、热风循环烘箱、燃油高温烧结箱、喷塑机、喷塑成套设备、静电发生器、喷粉设备、喷漆设备、前处理设备、电镀加热设备以及真空炉、电阻炉、烤漆防爆设备等等。近几年,定制喷胶线随着国内五金工业的快速发展和国外对五金工业生产要求的越来越高,作为主机生产的辅助和配套工程--涂装行业也迎来了新的发展机遇,而在我市八大支柱产业的生产与制造中,涂装设备的应用也几乎无处不在,防盗门、衡器、电动工具、不锈钢制品以及汽摩配、小家电、车类等五金行业的生产,处处存在着涂装设备运转的影子。一般的新机或大修后的机械在走合期内必须进行走合保养。机械在规定的走合期内使用时,需按相应规程逐级递增负载及转速,并全面检查润滑、紧固情况,观察整机各部状况,发现异常及时解决。走合保养的重点是更换各部润滑油、润滑各部位、紧固各螺栓。走合期结束后进行一次二级保养。