全国招商热线
173-0515-5888

全国招商热线
173-0515-5888

名 称:江苏中跃涂装设备有限公司
负责人:朱经理
电 话:173-0515-5888
网 址:www.jszhongyue.cn
地 址:盐城市亭湖区盐东镇庆丰工业园

涂漆的方法很多,有刷漆,浸漆、空气喷涂、高压无空气喷涂、静电喷涂、电泳涂漆、淋漆、 滚涂法等。 定制前处理电泳线理想的涂漆环境应满足良好的采光,适当的温度、湿度和洁净度的空气,良好的通风以及防火防爆要求。 邢台前处理电泳线喷漆设备的作用是将过喷的漆雾限制在一定的区域内并经过过滤处理,使操作者得到符合卫生条件、安全规范的工作环境。此外,还应提供具有一定温度、湿度、洁净度的施工条件。
前处理电泳线哪家好今天来讲讲涂装生产线常见问题。涂装设备、作业环境、涂装管理、涂装工艺和材料直接关系着涂装流水线的生产效率。而在这个过程中,涂装设备的工艺布局对涂装流水线的使用有重要影响,下面我们来了解涂装设备工艺布局典型错误。邢台前处理电泳线产量设计纲领达不到:有的设计不考虑涂装设备吊挂方式(不同的涂装挂件应考虑不同的吊挂方式),不考虑吊挂间距,不考虑上下坡、水平转弯距离有没有干涉,在生产时间方面也不考虑废品率、涂装设备利用率、产品高峰生产能力等等。这样就会导致产量达不到设计纲领。

前处理电泳线哪家好今天来讲讲涂装生产线有机废气处理方法。汽车涂装生产线是汽车制造过程中产生“三废”最多的环节,其中涂装废气是涂装“三废”的主要部分。定制前处理电泳线涂装车间的废气主要是涂料中含有的有机溶剂和涂膜在喷涂 及烘干时的分解物,统称为挥发性有机化合物(VOC),其成份主要有甲苯和二甲苯。这些成份对人的健康和生活环境有害,并且有恶臭,人如果长期吸入低浓度 的有机废气,会引发咳嗽、胸闷、气喘甚至肺气肿等慢性呼吸道疾病,是目前公认的强烈致癌物。除此之外,有机废气对光化学烟雾、酸雨的形成起着非常重要的作 用。为减少涂料中的VOC,开发了水性涂料和粉末涂料,但水性涂料中仍含有一定比例的有机溶剂。为此,各国颁布了相应的法令,限制该类气体的排放,我国于 1997年颁布并实施的GB16297《大气污染综合排放标准》,限定了33种污染物的排放限值,其中包括苯、甲苯、二甲苯等挥发性有机溶剂。近年来,随 着人们环保意识提高,环保法规不断完善与执法力度不断提高,汽车生产厂在新建涂装线中需配置废气处理设备,对老的涂装线也在逐步补充废气处理装置,废气经 过处理达标后才能排放。针对不同的涂装废气,不同的厂家采用了不同的方法,下面就汽车涂装废气处理技术进行初浅的分析探讨。根据汽车涂装生产工艺,涂装废气主要来自于喷涂、干燥过程。所排放的污染物主要为:喷漆时产生的漆雾和有机溶剂,干燥挥发时产生的有机溶剂。漆雾主要来 自于空气喷涂作业中溶剂型涂料飞散的部分,其成分与所使用的涂料一致。有机溶剂主要来自于涂料使用过程中的溶剂、稀释剂,绝大部分属挥发性排放,其主要的 污染物为二甲苯、苯、甲苯等。故涂装中排放的有害废气的主要发生源为喷漆室、晾干室、烘干室。

前处理电泳线哪家好今天来讲讲涂装生产线中一些会出现问题。涂装设备工艺时间有所偏差:有的设计者为了降低造价,经常会通过减少工艺时间来达到目的。一般常见的有如:1,涂装生产线前处理过渡段时间不够,这样就会造成串液;2,定制前处理电泳线固化时没有考虑到具体的升温时间,造成固化不良;3,喷漆流平时间不够,从而造成漆膜流平不够;4,固化后冷却时间不够,这样从耐导致了喷漆(或下件)时工件过热或者是不够固定。输送设备设计不当:从设计角度来说,这工件的输送方式是有多种的,如果设计不当的话,容易对生产能力、工艺操作、上下件都会产生不良后果。常见的有悬挂链输送,其负载能力、牵引能力都需要计算和干涉绘图。链条的速度对设备的配套也要有相应的要求。涂装设备对链条的平稳性、同步性也有要求,在设计的时候,这些方面都要考虑得当才是。

今天来讲讲涂装设备如何选购。我们的涂装设备是消耗性的,自动化生产线上设备选择应考虑设备的消耗性,对能源原料的消耗。定制前处理电泳线涂装设备是否符合人体结构需求,操作工是否容易接触和方便操作,邢台前处理电泳线设备是否具有安全保护功能。自动化生产线供应商的实力,能否保证产品质量,生产能力前提下,生产线的可靠性取决于设备的设计,考虑设备设计质量。(苏力股份不断引进国外优秀技术,聘请多名从业20年以上涂装设计的工程师为技术后盾力量,拥有一支经验丰富的技术安装服务团队,为客户提供一套更完美的自动化生产线。)还有就是我们要看价格,做到货比三家,然后就是看售后,优质的售后服务是选择的重点所在。

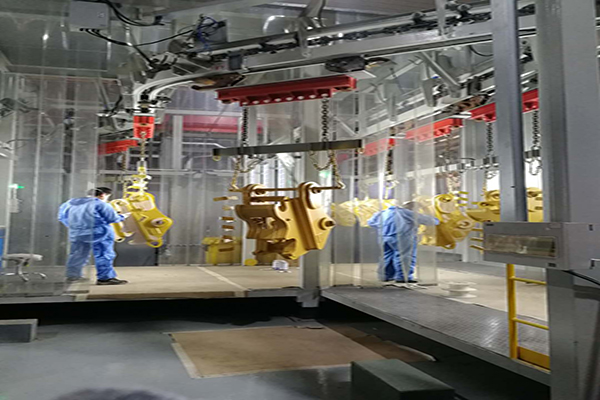
前处理电泳线哪家好今天来讲讲电泳涂装生产线的主要工艺。电泳涂装工艺一般由漆前表面处理、电泳涂装、电泳后清洗、电泳漆膜的烘干等四道主要工艺(或工序)组成。主要工艺:上挂→除油→水洗→除锈→水洗→表调→磷化→水洗→去离子水洗→电泳→水洗→去离水洗→压缩空气吹气→烘干→下挂。漆前表面处理工艺:为得优质的、防腐蚀性好的电泳漆涂层,电泳前被涂物必须进行表面处理,邢台前处理电泳线首先清洗掉各种污物(如油污、锈、氧化皮、焊渣、金属屑等),随后应进行化学处理(磷化、钝化处理),并应进行充分的水洗,洗掉前处理药品、磷化沉渣等,最后用去离于水洗.所用新鲜的去离子水水质要好,电导不应大于25us/cm.确保被涂物的滴水电导不大于30us/cm。如果油污不洗净带入电泳槽内,影响电泳质量,易产生缩孔、锈不除掉,磷化不上,易产生电泳涂膜的异状附着,且在涂膜下继续扩蚀;氧化皮不除掉.不导电,泳涂不上;焊渣、金属屑、前处理药品、磷化沉渣不除净,带入电泳槽,污染槽液影响涂装质量。