全国招商热线
173-0515-5888

全国招商热线
173-0515-5888

名 称:江苏中跃涂装设备有限公司
负责人:朱经理
电 话:173-0515-5888
网 址:www.jszhongyue.cn
地 址:盐城市亭湖区盐东镇庆丰工业园
自行葫芦公司今天来讲讲电泳漆沉淀现象出现的主要原因。在电泳过程中,电泳漆液沉淀是一个麻烦事,不仅影响槽液的稳定性,而且也是影响产品涂装质量和生产成本的重要因素之一。影响电泳漆液沉淀的主要因素一般有: 1、定制自行葫芦同性杂质离子或异性杂质离子。这些离子的进入势必与涂料带电树脂发生反应而形成一些络合物或沉淀物,这些物质的形成会破坏涂料原有的电泳特性和稳定性。2、溶剂:为了使电泳涂料具备良好的分散性和水溶性,涂料原漆中会含有一定量的有机溶剂。在正常生产时,有机溶剂的消耗随着加漆的同时得到了及时补充。但如果生产操作不当或槽液温度过高造成溶剂挥发过快又得不到及时添加、至使溶剂含量降低至需求下限以下时,电泳漆液则会发生变化,它使涂膜变薄,严重时,还会使槽液中树。3、温度:各种涂料对温度有一个适应范围。温度过高或过低会加快或减慢电沉积过程,使涂膜变厚或变薄。如槽液温度过高,溶剂挥发过快,则容易造成槽液凝聚沉淀。为了使槽液温度始终处于一个相对的“恒温状态”,需配备一个恒温装置,如冷热交换机。4、固体份:漆液的固体份含量直接影响产品涂装质量,同时会影响槽液的稳定性。槽液固体份过低,其粘性则降低,这就导致了漆液的沉淀。当然,过高的固体分也是不可取的,因为固体分过高,涂件电泳后夹带漆液增多,流失增加,涂料利用率降低,使成本增加。5、循环搅拌:在生产过程中,管理人员必须随时注意电泳槽液的循环搅拌是否良好,一些仪表压力(如过滤器、超滤器)是否正常。保证槽液每小时循环4-6次,底部槽液流速是液面槽液流速的2倍左右,电泳槽不能形成搅拌死角。非特殊情况下不要停止搅拌。

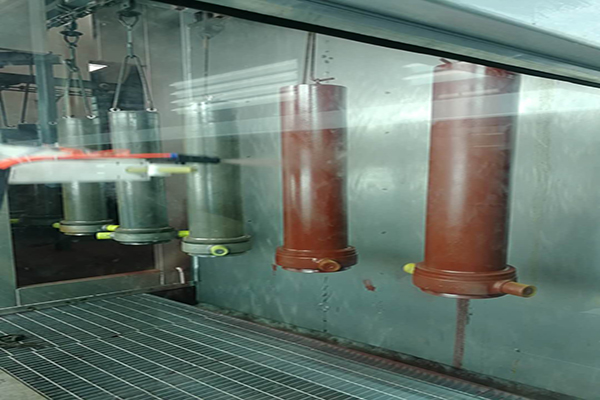
自行葫芦公司今天来讲讲电泳涂装生产线的主要工艺。电泳涂装工艺一般由漆前表面处理、电泳涂装、电泳后清洗、电泳漆膜的烘干等四道主要工艺(或工序)组成。主要工艺:上挂→除油→水洗→除锈→水洗→表调→磷化→水洗→去离子水洗→电泳→水洗→去离水洗→压缩空气吹气→烘干→下挂。漆前表面处理工艺:为得优质的、防腐蚀性好的电泳漆涂层,电泳前被涂物必须进行表面处理,泰州自行葫芦首先清洗掉各种污物(如油污、锈、氧化皮、焊渣、金属屑等),随后应进行化学处理(磷化、钝化处理),并应进行充分的水洗,洗掉前处理药品、磷化沉渣等,最后用去离于水洗.所用新鲜的去离子水水质要好,电导不应大于25us/cm.确保被涂物的滴水电导不大于30us/cm。如果油污不洗净带入电泳槽内,影响电泳质量,易产生缩孔、锈不除掉,磷化不上,易产生电泳涂膜的异状附着,且在涂膜下继续扩蚀;氧化皮不除掉.不导电,泳涂不上;焊渣、金属屑、前处理药品、磷化沉渣不除净,带入电泳槽,污染槽液影响涂装质量。

自行葫芦公司今天来讲讲涂装设备在五金行业里的发展。涂装设备主要包括电热干燥箱、热风循环烘箱、燃油高温烧结箱、喷塑机、喷塑成套设备、静电发生器、喷粉设备、喷漆设备、前处理设备、电镀加热设备以及真空炉、电阻炉、烤漆防爆设备等等。近几年,定制自行葫芦随着国内五金工业的快速发展和国外对五金工业生产要求的越来越高,作为主机生产的辅助和配套工程--涂装行业也迎来了新的发展机遇,而在我市八大支柱产业的生产与制造中,涂装设备的应用也几乎无处不在,防盗门、衡器、电动工具、不锈钢制品以及汽摩配、小家电、车类等五金行业的生产,处处存在着涂装设备运转的影子。一般的新机或大修后的机械在走合期内必须进行走合保养。机械在规定的走合期内使用时,需按相应规程逐级递增负载及转速,并全面检查润滑、紧固情况,观察整机各部状况,发现异常及时解决。走合保养的重点是更换各部润滑油、润滑各部位、紧固各螺栓。走合期结束后进行一次二级保养。

自行葫芦公司烤漆房一般是用来喷涂和烘烤车漆的,因此,烤漆房最确切的描述应为“喷烤漆房”。在喷漆时,外部空气经过初级过滤网过滤后由风机送到房顶,再经过顶部过滤网二次过滤净化后进入房内。定制自行葫芦房内空气采用全降式,以0.2-0.3m/s的速度向下流动,使喷漆后的漆雾微粒不能在空气中停留,而直接通过底部出风口被排出房外。这样不断地循环转换,是喷漆时房内空气的绝对清新,从而最大限度地保证喷漆的质量。在烤漆时,风机将外部新鲜空气进行初过滤后,与热能转换器发生热交换后送至烤漆房顶部的气室,再经过第二次过滤净化,热风经过风门的内循环作用,除吸进少量新鲜空气外,绝大部分热空气又被继续加热利用,使得烤漆房内温度逐步升高。当温度达到设定的温度时,燃烧器自动停止;当温度下降到设置温度时,风机和燃烧器又自动开启,使烤漆房内温度保持相对恒定。最后当烤漆时间达到设定的时间时,烤漆房自动关机,烤漆结束。